Moderné technológie bytovej výstavby pomocou vykurovania, inštalatérske práce sú rozmanité a zahŕňajú použitie rúr s vysokými technickými vlastnosťami. V súčasnosti sa pre systémy na dodávku vody a vykurovanie používajú potrubia ako z tradičných materiálov, ale aj z vyššej kvality a vyrábané novými technológiami využívajúcimi polyméry.
Moderné systémy vykurovania sú namontované na týchto typoch a typoch potrubí:
- kov (meď, oceľ, nehrdzavejúca oceľ);
- plast (PVC-PVC, PE-polyetylén, PP-polypropylén, PEX-vyrobený z polyetylénu);
- kovový plast.
Pozrime sa podrobnejšie na poslednú skupinu - rúrky z kovoplastov na vykurovanie, ktoré sa bežne používajú tak v každodennom živote, ako aj vo výrobe.
Konštrukcia rúr z kovoplastov.
MP potrubia, podobne ako iné odrody tejto skupiny materiálov, sú charakterizované dvomi geometrickými parametrami:
- cez priemer;
- hrúbka steny.
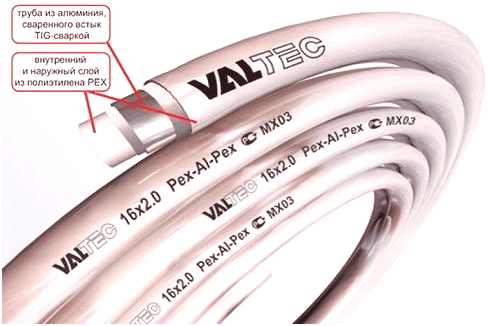
Z tohto dôvodu sa opis kovových trubiek konštrukcia je znížená len skúmať štruktúru múru - shell s dvoma vrstvami polyméru s hliníkovou vrstvou (0,2 - 0,6 mm), pripevnený špeciálny lepkavý. Ide teda o hliníkové potrubie s pozdĺžnym švom vyrobeným laserom alebo ultrazvukom, ktoré má vnútorný a vonkajší plášť polyetylénu.
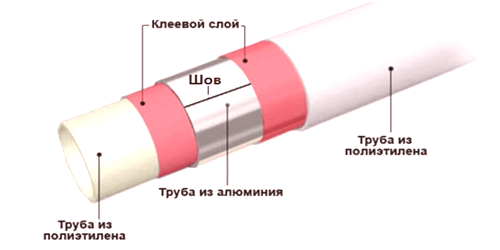
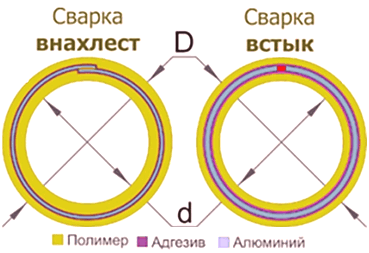
Pozdĺžne zváranie hliníkového plášťa môže byť vyhotovené obložením alebo prekrývajúcim sa. Dockovanie škrupiny prinieslo viac kvalitatívne, prekrývajúce sa - jednoduchšie technológie, teda výrobky s hliníkovou vrstvou,zvárané krajky, drahšie.
, polyetylénová škrupina zaisťuje utesnenie potrubí izolačné médium sa dopravuje a vydržať niektoré tlaku vyvíjaného na konštrukciu chladiace rúrky a hliníková rúrka pridáva viac sily a tiež znižuje hodnotu lineárneho deformácie pri zmenách teploty. Okrem toho je stredná plášť z hliníka, v závislosti od hrúbky, umožnené, aby trubica poskytovať potrebnú konfiguráciu počas inštalácie, tj ohnúť v požadovanom uhle a ohýbanie hliník bude pevná a nebude po ukončení zameranie zmizne.
Odrody MP potrubí.
Popri geometrických charakteristikách sa kovové plastové rúrky líšia s materiálom polyetylénovej vrstvy.
Pri výrobe rúrok z kovoplastov:
- bežný polyetylén - PE-potrubie označené PE-R;
- z tepelne odolné - označené skratkou PE-RT, čo ukazuje dobrú odolnosť voči vysokým teplotám;
- zosieťovaný polyetylén - materiál s označením PE-X, získané z normálnej polyetylénu zosietením, tj iba jeden z niekoľkých špeciálnych technológií, ktoré menia molekuly Play pripojenie polyméru, čo vedie k zlepšeniu jeho výkon (existujú 4 hlavné spôsoby šitia, ktoré sú označené latinkami písmenami a, b, c a d);

- , polypropylén - PPR-AL-PPR - druh polypropylénových rúrok so zosilneným hliníkovou fóliou s hrúbkou 0,05 - 0,1 mm, čo nie je upevnenie rúrky v ohnutom stave po ohnutí, ale znižuje veľkosťteplotné rozšírenia (PPR-AL-PEX - iný poddruh, v ktorom je vonkajšia vrstva - polypropylén, vnútorný - zosieťovaný polyetylén, vrstva - hliníková fólia rovnakej hrúbky).
Dôležité! Pre systém vykurovania a ohrev teplej vody sa používajú všetky vyššie uvedené rúry, s výnimkou označovania PE-R - metaloplastikov z obyčajného polyetylénu.
Označenie formy polymérovej vrstvy je nevyhnutne prítomné na vonkajšej značke MP rúr, ktorá obsahuje aj tieto informácie:
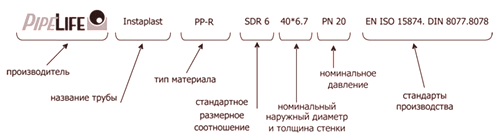
Okrem uvedených povinných informácií môže označenie obsahovať aj ďalšie dodatočné údaje: dopravné médiá (iba voda alebo inak), dátum výroby, číslo šarže atď.
Technické charakteristiky rúrok kovoplastov
Priemer priemerov rúrok z kovového plastu je hlavnou charakteristikou tohto materiálu, ktorý môže mať nasledovné hodnoty: 16, 20, 26, 32, 40, 50 a 63 mm. V domácnosti sa distribuujú prvé 5 veľkosti MP rúrok, ale materiál má priemer 50 mm a len zriedka sa používa zriedkavo.
Rozsah veľkostí hrúbky steny z kovového plastu je menej rozmanitý a pohybuje sa od 2,0 do 3,5 mm. Pomer hrúbky steny a priemeru je jasne viditeľný po údajoch v tabuľke:

Existuje ďalšia hodnota viazaná na tieto parametre - polomer ohybu potrubia.
Pri inštalácii potrubia je schopnosť ohýbať rúrky z kovového plastu dôstojnosťou materiálu, ktorý uľahčuje prácu. MP potrubia sa ohýbajú dvomi hlavnými spôsobmi - ručne a potrubia, s výberom metódyPolomer ohybu závisí. Avšak okrem technológie ohýbania je jeho polomer tiež spôsobený priemerom a hrúbkou steny rúrky.
Polomer ohybu kovovo-plastových rúrok je:
- s ručným ovládaním - 80 - 550 mm;
- s ohybom potrubia - 45 - 180 mm.
Maximálna hodnota pracovného tlaku vykurovacích potrubí MP je spôsobená teplotou chladiacej kvapaliny. V systémoch vykurovania a zásobovania horúcou vodou, kde teplota vody dosiahne 95 stupňov, by mali byť kovové plastové rúry navrhnuté pre maximálny pracovný tlak 10 barov.
Dôležité! Rúrky z kovového plastu majú v priebehu času zaujímavú vlastnosť, aby sa prispôsobili maximálnej hodnote pracovného tlaku, ak je jeho vplyv konštantný, a v budúcnosti odolávať zaťaženiu 1,5 krát vyššej ako je hodnota.
Optimálna teplota chladiacej kvapaliny vo vykurovacom systéme je 75 ° C, avšak za podmienok stability je tlak MP potrubia odolný aj pri jeho teplote 95 ° C.
Teploty od 95 do 110 ° C pre rúry z kovového plastu nie sú kritické - v núdzových situáciách je ich krátkodobý vplyv prípustný, ale ohrozuje možné porušenie tesnosti systému a vznik úniku.
Sila zlúčenín tiež znižuje pravidelné významné zmeny teploty, najmä pri zmrazení systému, čo je možné pri teplote -40 ° C.
montážna technológia
Vykurovanie z rúrok kovoplastov alebo vodovodného systému z rovnakého materiálu je špecifické len pre montáž prvkov,upevnenie potrubia na základňu sa uskutočňuje tradičnými spôsobmi, ako v prípade použitia iných komponentov.
Čo sú tvarovky
Armatúry - spojovacie uzly, ktorých konštrukcia závisí od účelu, sa používajú v jednom okruhu na montáž prvkov vykurovacieho alebo vodovodného systému.
Systém sa zhromažďuje pomocou troch nasledujúcich typov armatúr:
- rozdelené (sú závitové, prstencové);
- kompresia (podmienkovo oddeliteľná);
- Stlačte (nedeliteľné).
Spojenie tlakových potrubí je následne rozdelené na dva podtypy montáže (podľa typu použitých tvaroviek) - pomocou spojky typu krimpovacie alebo obojstranné.
rozdelené tvarovky
Pripojenia tohto typu sú uzly opakovane použiteľných - môžu byť namontované a rozoberané toľkokrát, koľkokrát je potrebné, takže ich hodnota je vyššia ako ostatné typy armatúr. Mosadzné teleso rozoberateľných tvaroviek je upevnené na potrubí pomocou krúžku a tesnenia.

Reťazové spoje sú vhodné pri inštalácii systému dodávania studenej vody a ak sú kĺby po montáži stále prístupné, vykonanie potrubia horúcej vody. Pri vykurovacích systémoch zaisťujú závitové armatúry tesnosť obvodu 2-3 roky, po uplynutí ktorého musia byť matice pravidelne utiahnuté a po výfuku rezervného závitového rezania musí byť zariadenie nahradené novým.

algoritmus kompilácie
Na rezanie rúr je pripevnená matica, po ktorej nasleduje krúžok a potom stlačený na koniecbudovy. Na bývanie kruhu je inštalovaný na vrchole toho - matice, ktoré zabalené a potom kľúč ruky.

Pred operáciou rezania potrubia spracováva špeciálnym zariadením - kalybratorom obnovuje geometriu po prípadnom zaseknutí pri rezaní.
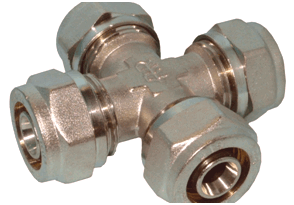
tlakové armatúry
lisovacích tvaroviek zložené z jednoty a matice, ktoré sú umiestnené na potrubie pomocou krimpovacie krúžok s rezom a je podmienený vykonávanie uvoľniteľné spojenie - uzla v prípade potreby môže byť ľahko demontovať, ale ďalšie montáž tesnosť spojov nie je zaručená ,
, táto metóda aplikovaná MT-rúrkové spoje v rovnakom systéme ako klieštiny kĺbov - najmä pre chov rúrok s studenou vodou, a v otvorenej polohe spojovacie uzly - a pre teplú vodu.

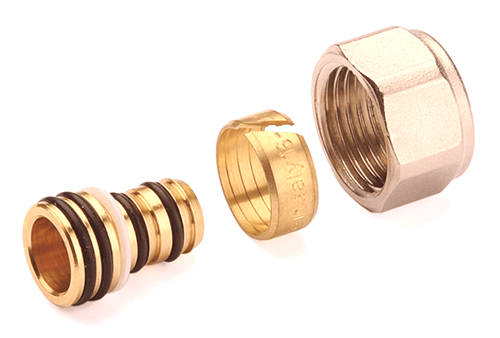
Kompresná armatúra pozostáva z týchto častí:
- s dvoma alebo viacerými výstupmi s vonkajším závitom;
- armatúry (počet východov v prípade,) s tesniace gumové krúžky, ktoré sú vložené do cut-MP rúrky;
- matice (počet trysiek);
- lisovanie krúžok štrbina (počet matíc).
Spôsob montáže tlakových tvaroviek
Vyhotovenie lisovania typ spojenia sa líši od predchádzajúcej metódy nie je veľa - je namontovaný sa vypočíta s použitím delené kompresie (trvalé) krúžky.

Inštalácia nevyžaduje špeciálny výcvik a je možná pre výroburuky, je požadovaná minimálna nástroj - dva kľúče, z ktorých jeden je nastaviteľný, kalibrátor a nožnice pre rezanie MP-rúrku (presnosť). S výhodou za prítomnosti ohýbačky, ktorá znižuje polomer ohybu rúrky, inak - ohýbať rúrky ručne pomocou jednej z metód.
Presné nožnice rez rúrka prechádza plánovaného priestoru kolmo k pozdĺžnej osi. Ak bol MP-meter potrubia získal v zálive, potom strih kus oblúk zarovnaný, a to najmä krajnej plochu cca 10 cm.
, potom rez kalybratorom spracované obnoviť geometriu otvoru, drvenie poškodené pri rezaní a výkon skosenie na vonkajšom okraji rezu.
V vidkruchuyetsya trupe montážne matice a deleného krúžku odstránené. Koniec úseku rez rúrky sa navlhčí skĺznuť, že je kladený na kruhovej matice a potom je rúrka zasunutá do osadenia gumových tesnení, odobraté z plášťa armatúry. Rezací prstenec pohybuje dusiť nad ňou - matice a skrutky pôvodne zbiera ručne a potom vytiahol kľúče, takže rezervu na poslednom kole 1,5-2 tesnenie pred uvedením do prevádzky. Spoľahlivosť je zabezpečená tým, ktorým sa zverné pôsobenie závitové dvojica odoslanie k bočným stenám MP-trubice tesniaceho krúžku.

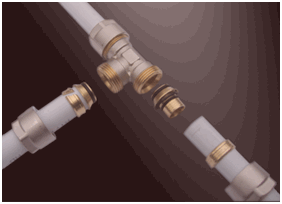
lisovacie armatúry
K dnešnému dňu Lisovacia tvarovka je najlepší spôsob inštalácie kúrenie kovových rúrok, ktoré udržuje tesnosť systému na celom rozsahu prevádzkovýchtlakov a teplôt. Jedná sa o neoddeliteľný uzol so silnou fixáciou MP potrubia, ktorý umožňuje použitie lisovacích tvaroviek v otvorenom aj skrytom vedení potrubí vykurovacích systémov a PVT.

spojovací uzol obsahuje meď alebo mosadz telo a puzdra (2, 3 alebo 4) z nerezovej ocele - stavebného kovania závisí od účelu a miesta inštalácie systému.
Tvar skrinky môže byť odlišný (priečnik, uhly, odpalíky, spojky) a závisí od typu pripojenia. Objímka zaisťuje potrebnú pevnosť - prvok obzhymaetsya špeciálneho zariadenia, a potom z dôvodu osobitnej ?? kovu zmeniť jej profil je takmer nemožné. Aby sa neutralizoval problém rôznych charakteristík putujúcich prúdov medzi meďou plášťa a oceľovými objímkami, je nainštalované tesniace krúžkové tesnenie - spony.

Upevnenie armatúry sa vykonáva tlakovými kliešťami manuálneho alebo hydraulického prevedenia. Náklady na ručný nástroj sú časovo nižšie ako hydraulické, ale kvalita spojenia sa neodráža - ručná práca je tiež spoľahlivá.

Metóda tlakovej armatúry
rúrok presne kolmo k osi frézy znížiť na miesto, a potom sa spracováva koniec - kalybratorom obnovená geometriu križovatky, a beží vnútorná hrana skosenie rezu. Po školení koncovej vložky rúrky do tvarovky, kým sa nezastaví ovládanie kolmo otvorom pohľadu. Objímku obdivujú svorky kliešťov a ich rukoväte sú nastavené tak, aby vyhovovali jednémujeden až koniec.
Dôležité! Lisovacie lisy sa vyrábajú roztočmi vhodnej veľkosti, v mnohých súpravách nástrojov je k dispozícii súprava odnímateľných svoriek na pripojenie uzlov rôznych priemerov.
Po dokončení správneho stlačenia zostanú na objímke dve drážky v kruhu a jeho profil sa stáva konvexný od okrajov do stredu. Opakovanie stlačenia toho istého spojenia nie je prijateľné - nepriepustnosť spojenia bude prerušená.

Otázka self-tube pripojenie patriarchát zalisovaniu nie je zložitá, ale cena je pomerne vysoká roztoče - kúpiť aj ručný návrhový nástroj pre jednorazové použitie nedáva zmysel týchto úvah Press kliešte ponuka prenájmu požičovňa náradia.
Výhody a nevýhody kovových plastových rúr
Výhody MP potrubí používaných na inštaláciu vykurovacích a vodovodných systémov sú tieto kritériá:
- dostatočná plasticita - je ľahké vykonať riedenie v správnom smere;
- všestrannosť - dodávka teplej a studenej vody, vykurovacie systémy (vrátane teplých podláh);
- absolútna antikorozivita;
- dostatočná tepelná odolnosť;
- malý podiel;
- široký cenový rozsah;
- dostupnosť samotnej inštalácie;
- jednoduchosť údržby;
- nízky tepelný výkon;
- šetrné k životnému prostrediu.
S takýmto širokým a neúplným zoznamom výhod majú MP potrubia nevýhody:
- pomerne nízka životnosť (asi 15 rokov);
- mrazenie za prítomnosti vody s následným zničením (obmedzené využívanie klimatických zón);
- je menej spoľahlivá pre spojenia oceľových rúrok;
- nízka požiarna odolnosť polymérových škrupín.
záver
Napriek existencii niekoľkých nedostatkov, kovové plastové rúry s správnym výberom použitia, druhom materiálu a kvalitou inštalácie budú trvať pomerne dlhý čas na odôvodnenie nákupných a montážnych nákladov niekoľkokrát. Požiadavka spotrebiteľov na materiál MP sa preto neznižuje, ale najmä vzrastá v dôsledku neustáleho výskytu nových odrôd so zlepšenými vlastnosťami.