Typy kûÀblovû§ch hrotov
Pripojenie zariadenûÙ alebo véÀetkû§ch druhov zariadenûÙ k elektrickej sieti musûÙ byéË vykonanûˋ so spoáƒahlivû§mi kontaktmi. V opaánom prûÙpade dûÇjde k naruéÀeniu integrity obvodu a zariadenie bude vystavenûˋ konéÀtantnûˋmu preéËaéƒeniu. Aby ste tomu zabrûÀnili, je potrebnûˋ vykonaéË ukonáenie kûÀbla so éÀpeciûÀlnym tipom. Ako urobiéË kûÀblovûˋ éÀpiáky, je uvedenûˋ v álûÀnku.
typy hrotov
Pred zvûÀéƒenûÙm procesu vû§roby vû§robkov sa musûÙte zoznûÀmiéË s ich druhmi. Z toho zûÀvisûÙ technolû°gia ich vû§roby.
Podáƒa materiûÀlu sû¤ hroty klasifikovanûˋ:
- meá.
- HlinûÙk.
- Kombinovanû§ materiûÀl pozostûÀvajû¤ci z hlinûÙkovej rû¤rky a medenûˋho áepele.
ProstrednûÙctvom inéÀtalûÀcie sû¤ vû§robky:
- û¤tlak.
- SpûÀjkovanie.
- Skrutky univerzûÀlnych hrotov.
- ZvûÀranie akû§mkoáƒvek spûÇsobom.
Metû°dy vû§robnû§ch tipov:
| spûÇsob vû§roby | Funkcie |
|
|
V tejto metû°de majû¤ peáiatky na rezanie áastûÙ obrysu pomerne zloéƒitû¤ éÀtruktû¤ru a proces je sprevûÀdzanû§ veáƒkû§m mnoéƒstvom kovovûˋho odpadu.
Okrem toho pri konéÀtrukcii áasti pri tomto spûÇsobe vû§roby nie je zaruáenûÀ absolû¤tna paralelnoséË kontaktnû§ch plûÇch, mûÀ tvar "éƒáƒabu" a kontaktnûÀ rovina je minimûÀlna. NajslabéÀie áasti spojky - jej krk,ktorûˋho veáƒkoséË musûÙ byéË rovnûÀ áasti drûÇtu, ktorûÀ je potrebnûÀ na zaistenie pevnosti a potrebnej elektrickej vodivosti prvku. Tû§m sa zvûÊáéÀuje û¤sek kû¤ska éÀpiáky, nasatû§ do rû¤rky, áo vedie k nadmernej spotrebe materiûÀlu aéƒ 1,5-nûÀsobku. |
|
|
Pre éÀpiáky veáƒkû§ch rozmerov - odlievanie do éÀpeciûÀlnej matice alebo kovanie. Takûˋto vû§robky si vyéƒadujû¤ viac vû§roby neéƒeleznû§ch kovov. V tomto prûÙpade sa jeho áaséË venuje spaáƒovaniu vykurovania a nûÀslednûˋmu mechanickûˋmu spracovaniu kontaktnû§ch plûÇch.
Odliatok je áasto sprevûÀdzanû§ tvorbou éÀkrupûÙn, áo zvyéÀuje percento defektov, kovanie vyéƒaduje vû§robu doséË drahû§ch peáiatok. Cena takû§chto vû§robkov je pomerne vysokûÀ. |
|
|
Z medenû§ch rû¤r. Takûˋto nûÀvrhy sû¤ najvhodnejéÀie a majû¤ uráitûˋ vû§hody pred ostatnû§mi:
|


Tip: VéÀetky typy éÀpiáiek pre jednoduchûˋ pouéƒitie, trvanlivoséË a spoáƒahlivoséË spûÀjky sa neodliéÀujû¤ veáƒkû§m vû§hodûÀm. Pri vû§bere dielov by ste mali braéË do û¤vahy vaéÀe preferencie a cenu produktu.
samolepky
Existujû¤ situûÀcie, keá nemûÇéƒete vyzdvihnû¤éËproduktu poéƒadovanej veáƒkosti. V takomto prûÙpade mûÇéƒe byéË poloéƒka vykonanûÀ vlastnû§mi rukami. Vû§robnû§ proces je veáƒmi jednoduchû§.
Za tû§mto û¤áelom:
- Zakû¤penûÀ medenûÀ trubica poéƒadovanej veáƒkosti.
- PoéƒadovanûÀ dá¤éƒka obrobku je odrezanûÀ.
- V rukovûÊtiach sa koniec rû¤ry vyrovnûÀ na poéƒadovanû¤ dá¤éƒku.
- Otvor pre vétanie.
Tip: Pri vlastnû§ch vû§robnû§ch áastiach nie je jasnûÀ predstavu o zaéËaéƒenûÙ vypoáûÙtanûˋho hrotu. Preto by ste nemali pouéƒûÙvaéË tento vû§robok v zodpovednû§ch uzloch elektrickej siete.
Vû§ber spûÇsobu vû§roby hrotov
Vû§robcovia pri vû§bere spûÇsobu vû§roby vû§robkov spá¤éajû¤ tieto pravidlûÀ:
- Pri vû§robe v malom rozsahu mûÇéƒete pouéƒiéË metû°du lisovania za studena.
- Na sûˋriovû¤ vû§robu - odlievanie v kokosovom oleji.
- Pri vû§robe vo veáƒkom meradle sa pouéƒûÙva razenie medenû§ch rû¤rok. V takom prûÙpade je spotreba kovu minimûÀlna a pouéƒitie automatickû§ch liniek robûÙ vû§robnû§ proces dostatoáne rû§chly.
Technolû°gia vû§roby pre dierovanie hrotov z plechov
Napriek zloéƒitosti vû§robnû§ch áastûÙ a pomerne veáƒkûˋho kovovûˋho odpadu je takûÀ vû§roba kûÀblovû§ch hrotov beéƒnûÀ.
OptimûÀlna verzia technolû°gie na zûÙskanie áasti je nasledovnûÀ:
- Pripravenû§ je medenû§ plech s hrû¤bkou 2 mm.
- Rezanie listu pûÀsov. Ich éÀûÙrka zûÀvisûÙ od spûÇsobu razenia a veáƒkosti hrotu. Sû¤áasne s optimûÀlnou veáƒkoséËou dielupridûÀvajû¤ sa dodatky na rezanie detailov na peáiatku. Proces sa mûÇéƒe vykonaéË niekoáƒkû§mi spûÇsobmi:
- Laserovûˋ rezanie, ako na fotografii.

Laserovûˋ rezanie kovov
- Ostrûˋ kovovûˋ valáeky.
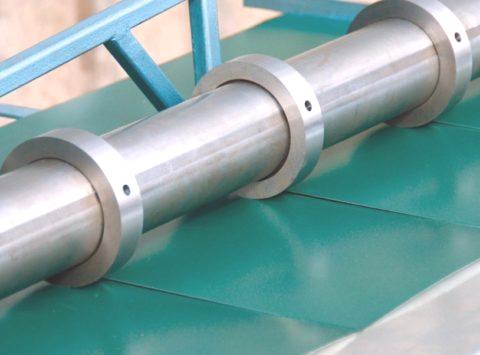
Rezanie plechu s valáekmi
- Rezanie gilotûÙnu.Toto je najbeéƒnejéÀûÙ spûÇsob.

Rezanie plechu na pruhoch
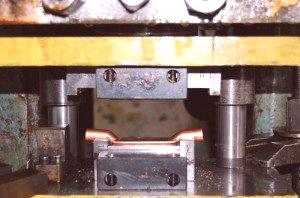
- Potom pûÀs vstupuje do oblasti razenia. Tam, kde je na kombinovanom raznûÙku éÀpiáka odrezanûÀ pozdá¤éƒ obrysu a otvor je prepichnutû§.
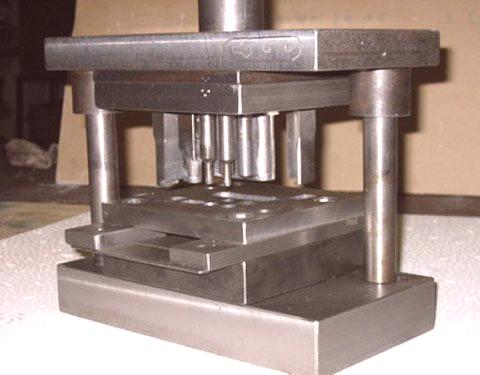
KombinovanûÀ znûÀmka na odrezanie a kontû¤rovanie otvoru
- V ohû§bacom nûÀstroji je vytvorenûÀ kontaktnûÀ plocha komponentu pomocou drûÇtov.
Ohû§banie obrobku hrotu
- Ohû§banie pracovnej áasti prûÙjmu dokonáenej áasti.

Tipy po razenûÙ za studena
VysekûÀvanie z rû¤r

ObrûÀbacie stroje na vû§robu kûÀblovû§ch hrotov
Ak spoloánoséË vyrûÀba veáƒkûˋ mnoéƒstvo identickû§ch áastûÙ, je nainéÀtalovanûˋ komplexnûˋ automatizaánûˋ zariadenie.
Zahééa tieéƒ peáiatky na:
- VytvûÀranie éÀpiáky éÀpiáky.
- Vyvétanie otvoru.
- ûseky hotovû§ch áastûÙ.
Vû§roba kûÀblovû§ch hrotov v malû§ch objemoch sa mûÇéƒe vykonaéË pomocou nasledujû¤cej technolû°gie:
- Rezanie valcovanû§ch vû§robkov do rozmerovû§ch obrobkov pre pohodlie prûÀce, pribliéƒne v dá¤éƒke 2,5 - 3 metre.
- Rezacie polotovary na vû§robu dvochdetaily.
- Plnenie hotovû§ch vû§robkov.
- VyvrtûÀvacie otvory.
- Rezanie dielov.
Odlievacie a kovacie hroty
Hrot kûÀbla sa lûÙéÀi od beéƒnû§ch áastûÙ vo veáƒkû§ch rozmeroch. Na razenie bude potrebnûˋ vyrûÀbaéË veáƒkoploéÀnûˋ matrice, ktorûˋ sû¤ na tlaáiarni nainéÀtalovanûˋ s veáƒkû§m û¤silûÙm. Preto najlepéÀou moéƒnoséËou je pouéƒitie kovania alebo odlievania v kukkil.
Pokyny pre kovacie detaily:
- Vystrihnite guáƒatû¤ tyá poéƒadovanej dá¤éƒky, berû¤c do û¤vahy pohodlnû¤ prûÀcu so zberom klieéÀéËov.

Stroj na rezanie tyáe
- Obrobky sa privûÀdzajû¤ do pece, zohriatej na uráitû¤ teplotu, priáom sa zachovûÀ poéƒadovanûÀ áasovûÀ periû°da. Teplota a áas zûÀvisia od veáƒkosti obrobku a materiûÀlu.
- Horû¤ca áaséË je vytiahnutûÀ klieéÀéËami z rû¤ry a prichûÀdza k predkoéƒke lisu. Pri malû§ch dûÀvkach je moéƒnûˋ tieto diely manipulovaéË s tvrdû§m stolom s kladivom.
- Pripravenû§ obrobok sa ochladûÙ.
- Vyvétajte otvor v detailnom slû¤chadle.
- Vnû¤tornûÀ dutina je vyvétanûÀ v éÀpiáke kûÀbla.
Ako sprûÀvne urobiéË éÀpiáku kûÀbla z medi, zobrazuje detailne video.
Bez oháƒadu na to, akû§m spûÇsobom sa vyrûÀba éÀpiáka kûÀbla, hlavnou vecou je, éƒe po nastavenûÙ koncov drûÇtov bolo pripojenie spoáƒahlivûˋ a odolnûˋ.