Pri zhromaÅžÄovanà vodnÃŊch komunikÃĄcià pozostÃĄvajÃēcich z plastovÃŊch rÃēr je najdôleÅžitejÅĄÃm parametrom teplota. Mal by maÅĨ urÄitÊ vÃŊznamy, ktorÊ umoÅžÅujÃē dosiahnuÅĨ spoÄžahlivÊ a spoÄžahlivÊ spojenie.
Pri zhromaÅžÄovanà vodnÃŊch komunikÃĄcià pozostÃĄvajÃēcich z plastovÃŊch rÃēr je najdôleÅžitejÅĄÃm parametrom teplota. Mal by maÅĨ urÄitÊ vÃŊznamy, ktorÊ umoÅžÅujÃē dosiahnuÅĨ spoÄžahlivÊ a spoÄžahlivÊ spojenie.
TechnolÃŗgia na pestovanie potrubà z takÃŊchto materiÃĄlov si v dneÅĄnej dobe pri vykonÃĄvanà zvÃĄracÃch prÃĄc zabezpeÄuje dodrÅžiavanie urÄitÊho teplotnÊho reÅžimu, ako aj ÅĄpecifickÊ ÄasovÊ hodnoty. Ak nedodrÅžÃte odporÃēÄanÊ parametre, môŞe byÅĨ v uzlovÃŊch priestoroch medzera, tok vodnÊho potrubia bude znaÄne naruÅĄenÃŊ.
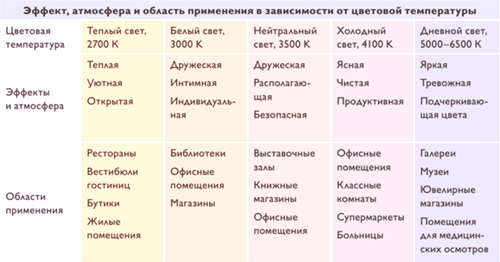
CelkovÃŊ vplyv teploty na stavbÃĄch
TechnologickÃŊ postup zvÃĄrania polypropylÊnovÃŊch rÃēr je zaloÅženÃŊ na ohreve materiÃĄlu na poÅžadovanÃē teplotu. VÃŊsledkom je, Åže plast zaÄÃna zmäkÄovaÅĨ. KeÄ sÃē Äasti spojenÊ, dochÃĄdza k difÃēzii molekÃēl molekÃēl polypropylÊnu. InÃŊmi slovami, spojenie je zlÃēÄenie molekÃēl. KeÄ sa materiÃĄl ochladÃ, vytvorà sa extrÊmne trvanlivÃŊ zadnÃŊ uzol.
PevnosÅĨ zvarovÃŊch polotovarov je priamo zÃĄvislÃĄ od teplotnÊho reÅžimu. V prÃpade nedostatoÄnÊho ohrevu nedôjde k Åžiadnemu difÃēznemu procesu. MontÃĄÅžna molekula a zvÃĄranÊ potrubie sa jednoducho nedostanÃē do kombinovanej oblasti. ZvÃĄranie bude slabÊ a nebude schopnÊ vydrÅžaÅĨ veÄžkÊ zaÅĨaÅženie. PÃĄr sa rozbije, tesnosÅĨ kÄēbu bude zlomenÃĄ.
Pri prehriatà sa ÅĄtruktÃēra zaÄne deformovaÅĨ. V dôsledku toho sa pôvodnÃĄ geometria zmenÃ. Vo vnÃētri dielov môŞe dôjsÅĨ k silnej tvorbeprÃtok vo forme veÄžkÊho valca. V dôsledku toho bude priemer prieseÄnÃka potrubia vÃŊrazne znÃÅženÃŊ v mieste zvÃĄrania.
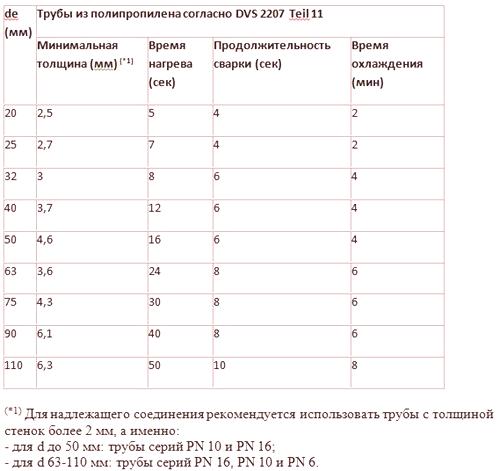
Pre beÅžnÊ spÃĄjkovanie polypropylÊnovÃŊch rÃēr je potrebnÊ vytvoriÅĨ ohrev na teplotu 255-265 stupÅov. Proces vykurovania musà braÅĨ do Ãēvahy niekoÄžko parametrov:
- Priemer dielu.
- Teplota miestnosti.
- Äas vykurovania.
Prax ukÃĄzala, Åže doba ohrevu a priemer Äastà sÃē v priamej zÃĄvislosti.
Teplota miestnosti, kde dochÃĄdza k spÃĄjkovaniu, ovplyvÅuje aj tento proces. KeÄ sÃē Äasti spÃĄjanÊ, keÄ sa odoberajÃē z "ÅžehliÄky" alebo inÊho vykurovacieho zariadenia, pred spustenÃm spojky nastane pauza. Aby bolo moÅžnÊ kompenzovaÅĨ chladenie pri nÃzkych teplotÃĄch, potrubia musia byÅĨ trochu dlhÅĄie zahriate. Tento extra Äas je v priebehu 2-3 sekÃēnd. VÃŊber je empirickÃŊ.
Treba maÅĨ na pamäti, Åže ak ohrievate polypropylÊnovÊ rÃērky na ohrievaÄi pri nastavenà teploty o viac neÅž 270 stupÅov, dôjde k veÄžmi silnÊmu ohrevu hornej vrstvy dielca. Jadro nebude maÅĨ dostatok tepla. Pri spÃĄjanà Äastà bude hrÃēbka zvarovÊho filmu veÄžmi tenkÃĄ.
Ako ruÄne zvÃĄraÅĨ polypropylÊnovÊ rÃēry
ZvÃĄracie objÃmky zariadenia sa vyberajÃē s prihliadnutÃm na priemer dielov. Potom sa vloÅžia do zvÃĄracieho zrkadla a dobre sa zaistÃ.
KontaktnÊ plochy sÃē ÄistenÊ z prachu a neÄistôt. Pri Äistenà je lepÅĄie pouÅžÃvaÅĨ Äistiaci prostriedok odporÃēÄanÃŊ vÃŊrobcom tohto vÃŊrobku. vtakÃĄto prÃĄca môŞe pomôcÅĨ:
- ChlÃŗrovanÊ.
- TrichlÃŗretÃĄn.
- Etyl alebo izopropylalkohol.
Nastavte teplotu zariadenia. Termistor sa spravidla zahrieva v rozmedzà 250-270 stupÅov. TÃĄto optimÃĄlna hodnota teploty vÃĄm umoÅžnà dosiahnuÅĨ sprÃĄvne pripojenie.
KeÄ termostat obdrŞà poÅžadovanÃē tepelnÃē hladinu, skontroluje sa teplota vykurovania zvÃĄracieho zrkadla. K tomu pouÅžite ÅĄpeciÃĄlnu tepelnÃē sondu.
OddeÄžte rÃērku a vydrÅžte 90 stupÅov vzhÄžadom na os. V prÃpade potreby je potrebnÊ vyÄistiÅĨ povrch a odstrÃĄniÅĨ skosenie. Parametre odizolovania, hÄēbka skosenia sÃē prevzatÊ z tabuÄžky ÄÃslo jedna. PohÃĄr sa dÃĄ odstrÃĄniÅĨ pri Äistenà Äastà alebo po nej, ÅĄpeciÃĄlne kalibrovanÃŊ nÃĄstroj.
Kovanie z polypropylÊnu na zvÃĄranie rÃērok. HÄēbka odizolovania a ÅĄÃrky zaoblenia.
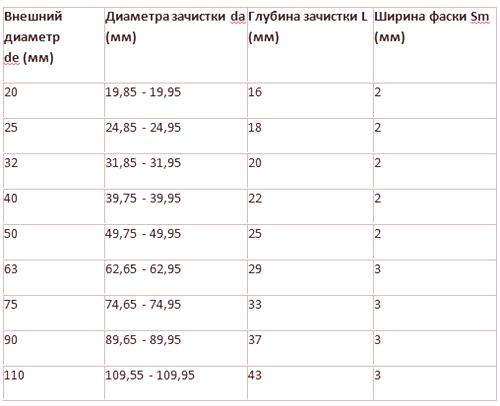
na povrchu hÄēbky zasunutia trubky je oznaÄenÃĄ L1 ÂĢÂģsa odoberÃĄ z tabuÄžky 2.sÅĨahovacie musà zodpovedaÅĨ veÄžkosti hÄēbky zasunutia.
HÄēbka vloÅžky L1 (mm): maximÃĄlna hÄēbka zasunutia vykurovacej trubice do sklenenej tabule.

Na vonkajÅĄÃ povrch rÃērky a na zvÃĄranÃē armatÃēru sa nanÃĄÅĄa pozdÄēÅžna etiketa. UmoÅžÅuje vyhnÃēÅĨ sa pohyblivÃŊm Äastiam poÄas pripojenia.
Povrch potrubia, ako aj namontovanÃĄ armatÃēra musia byÅĨ dobre ÄistenÊ z oleja alebo neÄistôt. Po dosiahnutà poÅžadovanÊho zvÃĄrania zvÃĄracieho zrkadla sa potrubie v spojenà s armatÃērou inÅĄtaluje do ÅĄpeciÃĄlnych objÃmok. ArmatÃēry by mali byÅĨzasunutÃm do zvÃĄranÊho potrubia do celej hÄēbky odstraÅovania. Je potrebnÊ chvÃÄžu poÄkaÅĨ, kÃŊm sa podrobnosti nezohrievajÃē.
Potom sÃē rÃŊchlo natiahnutÊ a vloÅženÊ do seba. HÄēbka inÅĄtalÃĄcie vloÅžky by sa mala rovnaÅĨ dÄēÅžke L1 podÄža pozdÄēÅžnych uzlov.
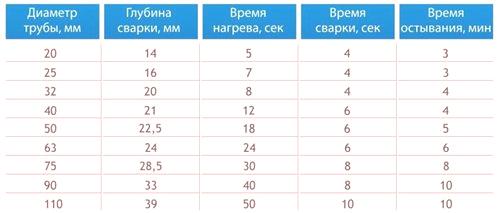
KÄēbovÊ Äasti musia byÅĨ drÅžanÊ v urÄitom Äase v pevnej polohe podÄža tabuÄžky Ä. 3. Potom je Äas prirodzene vychladnÃēÅĨ. NemôŞete ich vychladnÃēÅĨ ventilÃĄtorom alebo ho nechaÅĨ v studenej vode.
Äas ohrevu, zvÃĄrania a chladenia
Ak je povrch prvkov dostatoÄne ochladenÃŊ, je potrebnÊ vykonaÅĨ ich hydraulickÃŊ test.
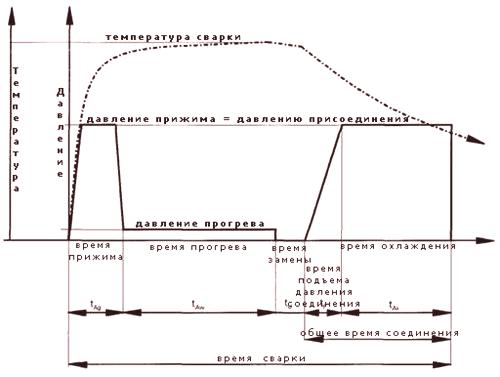
TeplotnÊ rozsahy pri kontaktnom zvÃĄranÃ.

Zmeny tlaku a teploty pri zvÃĄranà na tupo sÃē znÃĄzornenÊ na obrÃĄzku niÅžÅĄie:
Nuance odolnosti poŞadovanÊho tepelnÊho reŞimu
Pri vypoÄÃtavanà budÃēcej schÊmy plynovodov premÃŊÅĄÄžajte nad tÃŊm, ako sa uskutoÄnà inÅĄtalÃĄcia. MusÃte sa snaÅžiÅĨ dosiahnuÅĨ minimÃĄlnu vzdialenosÅĨ medzi spÃĄjkovacÃm strojom a bodom pripojenia.
Ak sa vÃŊpoÄet urobà nesprÃĄvne a miesto zvÃĄrania bude na neprÃstupnom mieste, je potrebnÊ ÄasÅĨ ohriaÅĨ v znaÄnej vzdialenosti od miesta montÃĄÅže. V tomto prÃpade dochÃĄdza k veÄžkÃŊm stratÃĄm tepla, pretoÅže je nevyhnutnÊ zapojiÅĨ sa do prepravy Äastà na spojenie. V dôsledku takÃŊchto nepozorovanÃŊch momentov dochÃĄdza k silnÊmu oslabeniu ÅĄvÃku.
Pri nesprÃĄvnom vÃŊpoÄte postupnosti inÅĄtalÃĄcie je moÅžnÊ vykonaÅĨ spÃĄjkovanietam je situÃĄcia, kedy bude nerealistickÊ odkryÅĨ poslednÊ detaily, pretoÅže vykurovacie zariadenie je jednoducho nemoÅžnÊ inÅĄtalovaÅĨ medzi diely. Aby sa zväÄÅĄila medzera, je potrebnÊ deformovaÅĨ urÄitÊ oblasti potrubÃ, ktorÊ umoÅžÅujÃē vloÅžiÅĨ zariadenie na spÃĄjkovanie. TakÃĄto prÃĄca môŞe poÅĄkodiÅĨ vzhÄžad komunikÃĄcie. MoÅžnÃŊ vÃŊskyt statickÊho napätia v niektorÃŊch oblastiach systÊmu.
VeÄžmi hrubÃĄ chyba, v dôsledku ktorej nie je moÅžnÊ regulovaÅĨ teplotu, je nÃĄslednÊ zahrievanie predvalcov tesne pred kÄēbom. InÃŊmi slovami, kaÅždÃĄ poloÅžka sa zahrieva oddelene. V dôsledku toho je teplotnÃŊ reÅžim Ãēplne poruÅĄenÃŊ.
TakÃŊto nesprÃĄvny prÃstup môŞe viesÅĨ k silnÊmu ochladeniu Äasti kvôli Äasu potrebnÊmu na zahriatie. NastÃĄva zÃĄmernÃĄ strata tepla. TakÃŊto spôsob spojenia dielov neumoÅžÅuje sprÃĄvne fungovanie a proces zmäkÄovania materiÃĄlu sa stÃĄva nepredvÃdateÄžnÃŊm. Je prÃsne zakÃĄzanÊ ho pouÅžÃvaÅĨ.
Na sprÃĄvnu kontrolu teplotnÊho reÅžimu je potrebnÊ zohÄžadniÅĨ niekoÄžko kritÊriÃ:
1. Kvalita zvÃĄracieho stroja na prÃĄcu s polypropylÊnovÃŊmi vÃŊrobkami by mala umoÅžÅovaÅĨ dodrÅžiavanie urÄitÃŊch parametrov s minimÃĄlnou chybou.
2. Medzi zvÃĄraÄom a spojovacÃm priestorom musà byÅĨ menej ako 1,5 metra.
3. PrevÃĄdzka sa musà vykonaÅĨ v vykurovacej miestnosti.
4. Pred zaÄatÃm prÃĄce na zvÃĄranà sa uistite, Åže teplota spÃĄjania Äastà je pribliÅžne rovnakÃĄ.