 Je to 21. storočie a kovové rúry na vykurovanie sú postupne zabudnuté. Ťažké a objemné boli nahradené výrobkami vyrobenými z polymérnych materiálov. Polypropylénové potrubia na ohrev sa líšia svojimi pozitívnymi vlastnosťami a majú veľký sortiment. Pred inštaláciou takýchto produktov sa musíte oboznámiť s vlastnosťami tohto materiálu. To vám pomôže vybrať najvhodnejšie výrobky, ktoré dokážu vydržať všetky zaťaženia vykurovacieho systému.
Je to 21. storočie a kovové rúry na vykurovanie sú postupne zabudnuté. Ťažké a objemné boli nahradené výrobkami vyrobenými z polymérnych materiálov. Polypropylénové potrubia na ohrev sa líšia svojimi pozitívnymi vlastnosťami a majú veľký sortiment. Pred inštaláciou takýchto produktov sa musíte oboznámiť s vlastnosťami tohto materiálu. To vám pomôže vybrať najvhodnejšie výrobky, ktoré dokážu vydržať všetky zaťaženia vykurovacieho systému.
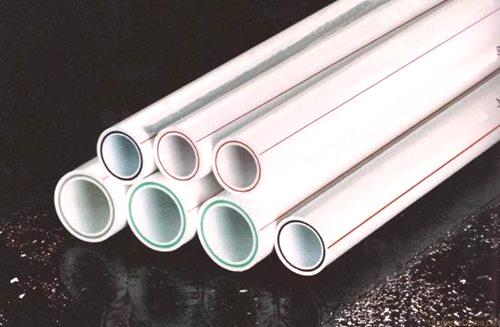
Klasifikácia polypropylénových rúrok
Rozmanitosť takýchto výrobkov je obrovská. V klasifikátore sú rozdelené do niekoľkých skupín.
jednovrstvová:
- NVP.Modely majú veľmi nízku pevnosť. Používajú sa na dodávku studenej vody. Inštalované v priemyselných potrubiach a rôznych ventilačných systémoch.
- LRW.Na získanie takého produktu sa používa blokátor polyméru. Rúry tohto materiálu sa inštalujú do vykurovacích systémov a vodovodných potrubí. Z blokovania polymérov sa vyrábajú veľmi silné spojovacie časti, ktoré dokážu vydržať nárazové zaťaženie.
- PPR.Výrobky sú vyrobené z náhodného polyméru. Také polypropylénové rúry sú inštalované v systémoch vykurovacej vody. Používajú sa na výrobu studenej a teplej vody.
-
PPS.Rúry sú vyrobené z veľmi trvanlivého nehorľavého polypropylénu. Výrobky sa líšia od svojich analógov limitnými hodnotami prípustnej teploty. Sú toschopné vydržať 95 ° C.

viacvrstvové rúry patria do vystuženej skupiny. Pri ich výrobe sa nepoužíva len jeden polypropylén. Štruktúra takýchto výrobkov pozostáva z ďalších vrstiev rôznych materiálov.Výrobky sú rozdelené do niekoľkých typov:
- Vystužený perforovaným hliníkom.Vonkajší povrch výrobku je pokrytý hliníkom. Pred zváraním sa hliníková vrstva rozreže na 1 mm.
-
 Vystužený pevný hliníkový plech.Vonkajší povrch výrobku je pokrytý kovom. Keď sa vytvorí spojenie prvkov, odstránenie hliníkovej vrstvy by malo dosiahnuť 1 mm.
Vystužený pevný hliníkový plech.Vonkajší povrch výrobku je pokrytý kovom. Keď sa vytvorí spojenie prvkov, odstránenie hliníkovej vrstvy by malo dosiahnuť 1 mm. - Vystužený pevným hliníkovým plechom.Povlak sa vyrába v strede výrobku. Pri zváraní nie je potrebné vykonať predbežné čistenie.
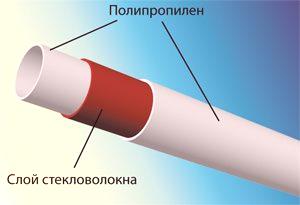
- Vystužené sklolaminátom.Vnútorný povrch časti a jej vonkajšia strana sú vyrobené z polypropylénu. Uprostred časti je vrstva zo sklenených vlákien.
-
Zosilnený kompozit.Pri výrobe takýchto výrobkov sa používa zmes polypropylénu a sklenených vlákien. Táto kompozícia je v strede časti medzi niekoľkými vrstvami polypropylénu.
Veľkou výhodou takýchto vystužených výrobkov je nízky koeficient tepelnej rozťažnosti. Rozšírenie takýchto potrubí v ohrievaní bude preto minimálne.
Pri inštalácii sa však nesmie zdôrazniť potrubie v prekrytí interiéru a stenách miestnosti. Pri inštalácii potrubí z polypropylénu je potrebné zabezpečiť voľný priestorRozšírenie rúrok nič nebráni.
[Upozornenie]Zosilnenie výrobkov znižuje koeficient tepelnej rozťažnosti.Nie je však úplné zbavenie produktov expanzie. Na minimalizáciu takéhoto javu sa používajú špeciálne mimoriadne kompenzátory. [/Varovanie]
V zásade sa technické charakteristiky a náklady na polypropylénové rúry na vykurovanie bez ohľadu na druh výrobku značne líšili od seba.
Výrobky vystužené hliníkom vyžadujú špeciálnu predbežnú úpravu. Vyžaduje strihanie kovového povrchu.
Zložky zo sklenených vlákien a výrobky s kompozitným zvarom bez prípravy. Okrem toho sa kompozitné rúry počas prevádzky nerozdelia. Faktom je, že kompozitné polypropylénové rúry na ohrev nemajú lepiacu vrstvu. Výstužný materiál je jednoducho spojený s polypropylénom.
Kladná kvalita polypropylénových rúr
Tieto výrobky nemajú takmer žiadnu negatívnu spätnú väzbu. Odlišujú sa od ostatných ich početnýmivýhodami :
- viacvrstvová štruktúra zvyšuje trvanlivosť výrobkov. Takéto potrubia sú požadované pri organizácii dodávok vody akéhokoľvek druhu;
- vzhľadom na ich malú hmotnosť sa ľahko prepravujú;

- sa veľmi ľahko montujú a inštalujú;
- nevyžadujú špeciálnu službu;
- vysoká tesnosť;
- nepotrebujú špeciálne farbenie;
- v nich sa nikdy nevyskytujú mikroorganizmy, na stenách nie sú ložiská nerastov;
- spĺňajú všetky modernéekologických požiadaviek. Materiál nevyžaruje toxické látky, ktoré neporušujú štruktúru vody. Pri pohybe kvapaliny žiadne vibrácie;
- polypropylénové rúry, inštalované v vykurovacom systéme, chránia proti putujúcim prúdom;
- materiál je odolný voči agresívnym chemikáliám. Pri mechanickom náraze sa nedeformuje.
- voľne odoláva silnému tlaku vody;
- polypropylén nespája, prakticky nie je ľahký;
- polypropylénové rúrky sú schopné odolávať veľmi vysokým teplotám. Pri 120 ° sa výrobok nedeformuje a nestráca svoju kvalitu;
- univerzálne;
- životnosť týchto výrobkov presahuje 50 rokov.
Kde sa inštaluje
Tieto výrobky boli nájdené v konštrukcii:
- kotolne;
- vodovodné systémy;
- centralizované vykurovanie;
- montáž stúpačiek;
- inštalácia "teplej podlahy".
Nasledujúce výrobky sa nachádzajú v poľnohospodárstve. Sú inštalované v:
- drenážny systém;
- zavlažovacie zariadenia;
- likvidácia odpadových vôd.
Priemysel používa takéto výrobky na prepravu chemikálií. Pomáhajú pri prepravovaní stlačeného kyslíka.
Polypropylénové armatúry
V každom polypropylénovom potrubí sa vyžaduje 83 tvaroviek . Bez nich nie je možné robiť zákruty a spojenia všetkých druhov sekcií, ktoré vytvárajú koncept.
Armatúry v spojení s polypropylénovými rúrami vytvárajú spoločný systém,v ktorom sú pripojené presne všetky vstupné údaje.
Polypropylénové potrubia na vykurovanie môžu byť spojené rôznymi konštrukciami tvaroviek. Môžu byť najbežnejšie, ktoré sa inštalujú v inštalácii pomocou difúzneho zvárania. Tiež armatúry so závitovými vložkami z mosadze, ktoré spájajú a oceľové rúrky.
Typ montáže je zvolený na základe prevádzkových podmienok.Je lepšie pripojiť akumulačnú nádrž so závitovým odnímateľným držiakom. Pre pripojenie hadíc je vhodnejší holistický tvar.
priemery vykurovacích polypropylénových rúr
Keď je navrhnutý polypropylénový potrubie, je veľmi dôležité správne zobrať jeho priemer. Okrem toho je pre každú lokalitu potrebné vypočítať minimálnu veľkosť, berúc do úvahy pracovný tlak a vykurovací okruh.
Veľkosť priemeru závisí od voľby miesta na kladenie potrubia.Napríklad výrobok s veľkým priemerom (nad 200 mm) sa používa pri výstavbe priestorov, kde bude vždy veľa ľudí. Patria medzi ne:
- nemocnice;
- obchody;
- hotelov;
- sauny.
malá časť polypropylénových trubiek (20 až 32 mm) sa používa hlavne v individuálnu výstavbu, ako aj  , tieto výrobky majú široké pásmo. Je pre nich veľmi jednoduché poskytnúť požadovanú formu.
, tieto výrobky majú široké pásmo. Je pre nich veľmi jednoduché poskytnúť požadovanú formu.
pri inštaláciiprívod vody20 mm rúrka je inštalovaná. Pre stúpačky sa používajú výrobky s priemerom 25 mm. presú namontované centralizované vykurovanie25 mmpotrubia av prípade autonómneho vykurovania sa križovatka môže líšiť. Na vytvorenie teplej podlahyv miestnostisú najvhodnejšie polypropylénové rúry na ohrev s priemerom najviac 16 mm.
Ako ide kontúra
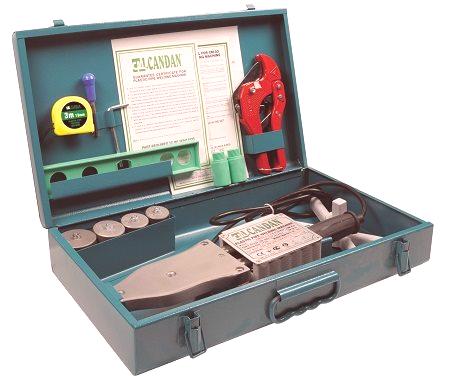
Montáž sa vykonáva spôsobom adhézie. Aby ste to dosiahli, je potrebné predbežne pripraviť tieto nástroje:
- nožnice na rezanie rúr;
- holiaci strojček na kalibráciu skosenia;
- spájkovačka pre zváracie diely.
[Poznámka] Pripojenie armatúr a polypropylénových rúrok by sa malo vyskytnúť s malým úsilím. Spojka nesmie mať voľné pristátie na obryse. Možno nie je taký priemer, alebo je to normálne manželstvo. [/Poznámka]
Krok za krokom

- Najprv sa obrobky rezajú.Je ľahké vytvoriť špeciálne nožnice. Rez je veľmi hladký a hladký. Takýto povrch je ťažké získať pílu na kov. Medzera by nemala byť väčšia ako 1 mm. Je úplne dosť, že roztavený plast pokrýva priechod chladiacej kvapaliny.
- Kalibrácia sa vykonáva.Na dosiahnutie rovinného spojenia je potrebná kalibračná práca. Krídlo prispieva k lepšiemu namontovaniu spojky na obrys vykurovacích potrubí z polypropylénu. Operácia sa vykonáva tak, aby sa miesto pripojenia rovnalo a vonkajšia zrážka bola odstránená, takže spojka lepšie sedí na obryse. Okrem toho musíte odstrániť vrstvu vystuženú hliníkom.
-
Súčasti a kĺby sú ohrievané.Množstvo vykurovania ovplyvňuje kvalitu
Pripojenie. Je to najkomplikovanejšiepri inštalácii vykurovacích polypropylénových trubíc. Teplota spájky by nemala presiahnuť 260 stupňov. Vonkajšia polypropylénová vrstva začína taviť a geometria častí sa nedá deformovať. Ak sa jednotka prehrieva, kĺb je deformovaný, roztavený plast znižuje vnútorný priemer výrobku.
roztavený plast znižuje vnútorný priemer výrobku.
Môžete použiť spájkovačku, v ktorej je teplota nastavená manuálne. Odborníci odporúčajú nastaviť predvolenú hodnotu (260 stupňov) a nemeniť túto hodnotu.
Pri inštalácii vykurovacieho zariadenia v obyčajnom byte stačí mať zvárací stroj s kapacitou 800 W. V závislosti od priemeru okruhu sa vyberie čas vykurovania:
- 16 mm - 5 sekúnd;
- 20? 25 mm - 7 sekúnd;
- 32 mm - 8 sekúnd;
- 40 mm - 12 sekúnd;
- 50 mm - 18 s.
Pamätajte, že plastové chladenie prebieha veľmi rýchlo, časovanie je približne rovnaké ako čas vykurovania. Pred zváraním sústreďte diely na špeciálne obrysové čiary. Niekedy môžu chýbať. Potom môžete zarovnať na oko. Plast sa úplne vytvrdzuje po dobu piatich minút.Po dokončení inštalácie by mal byť systém stlačený.Inými slovami, vykonať hydraulické testy, ktoré kontrolujú tesnosť systému a jeho pevnosť.